Учащиеся колледжа КАиР № 27 Демчев И. и Хрупов А. с наставником - преподавателем специальных дисциплин Ваниным В.А. у фрезерного станка.
Рис. 1, 2, 3, 5.
Рис. 4.
Рис. 6.
Рис. 7.
Рис. 8, 9.
Оценить:
Рейтинг: 3.3
Автор: Дёмчев Иван Владимирович, специальность «Автоматизация технологических процессов и производств», 2-й курс; Хрупов Алексей Сергеевич, специальность «Автоматизация технологических процессов и производств», 2-й курс. Наставник: Ванин Владимир Агафонович, преподаватель спец. дисциплин Город: Москва Место учебы: ГБОУ СПО Колледж автоматизации и радиоэлектроники № 27 им. П.М. Вострухина
Загрузка заготовок на станки, прессы, сборочные и другие машины — часть операции обработки и сборки деталей. Анализ вспомогательного времени показывает, что на станках затраты времени на загрузку и разгрузку заготовок являются самыми значительными и составляют от 20 до 70 % всего вспомогательного времени.
Задача автоматизации загрузки различных заготовок — одна из наиболее сложных в общем комплексе работ по автоматизации технологических процессов. Сложность заключается в большом разнообразии технологических процессов обработки и сборки, форм и размеров заготовок. Сокращение вспомогательного времени за счет ускорения загрузки и разгрузки заготовок может быть достигнуто путем внедрения автоматических быстродействующих загрузочных устройств.
Для решения задач автоматизации загрузки универсальных металлорежущих станков и станков с ЧПУ разрабатываются специальные загрузочные устройства, позволяющие приблизить данный вид оборудования к станкам-автоматам, обеспечивающим полностью автоматический цикл работы станка.
Однако при этом необходимо учитывать тот факт, что загрузочные устройства должны быть не только эффективны для повышения производительности и коэффициента использования металлорежущих станков, на которых они установлены, а также должны облегчать условия труда; не повреждать поверхность подаваемых заготовок или удаляемых со станка обработанных деталей; иметь простую конструкцию и минимальное количество деталей; состоять из нормализованных деталей; встраиваться в общую электрическую систему автоматического управления для станков с ЧПУ.
Целью данной работы является разработка управляемого программно технологического приспособления для автоматической загрузки заготовок на фрезерный станок с ЧПУ.
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРИСПОСОБЛЕНИЯ ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК НА ФРЕЗЕРНЫЙ СТАНОК С ЧПУ
Общий вид технологического приспособления
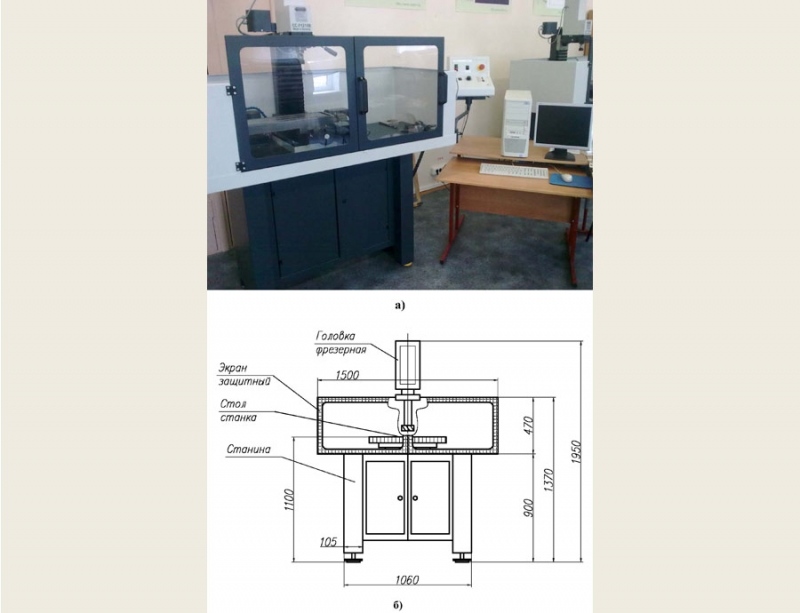
Технологическое приспособление для автоматической загрузки заготовок на фрезерный станок с ЧПУ разработано под конкретное металлообрабатывающее оборудование, установленное в лаборатории «Автоматизация технологических процессов» КАиР № 27 – фрезерный станок мод. CC-F1210E с системой ЧПУ KOSY2 (рис. 4).
Конструкция технологического приспособления (рис. 5) включает в себя основание 6, на котором смонтированы все узлы и детали приспособления. Чертежи приспособления, выполненные в AutoCAD, приведены в Приложении № 1. В качестве типовой детали для изготовления в разрабатываемом приспособлении взята звездочка кулачкового дифференциала автомобиля ГАЗ-66, выпускаемого серийно (чертеж «Звездочки» - стр.12).
Для подачи заготовок в зону обработки в строго ориентированном положении приспособление оснащено 3 пневмоприводами 1, 2, 3.
Применение пневмоприводов обусловлено следующими преимуществами использования сжатого воздуха для перемещения рабочих органов:
— простота и надежность конструкции;
— высокая скорость выходного звена (до 1000 мм/с при линейном перемещении, до 60 об/мин при вращении);
— использование сжатого воздуха в качестве энергопередающего рабочего тела, что обеспечивает экологическую чистоту всех приводов приспособления;
— возможность использования сжатого воздуха из заводской пневмосети с
давлением 0,5…0,6 мПа;
— высокая точность позиционирования штока пневмоцилиндра при работе по жестким упорам;
— возможность применения в агрессивной и пожароопасной средах;
— высокий коэффициент полезного действия (до 0,8);
— простота компоновки элементов;
— низкая стоимость конструкции и малые затраты на обслужи¬вание.
Заготовки 4 укладываются в заготовительном участке механического цеха в бункерную кассету 5 и подвозятся периодически на приспособление по мере необходимости. Вновь установленная кассета с заготовками ориентируется строго определенным образом и закрепляется на основании 6 приспособления.
По управляющей программе шток пнемоцилиндра 1 перемещает нижнюю заготовку по основанию 6 до упора, после чего выдает команду на перемещение штока пнемоцилиндра 2. Заготовка перемещается до лотка 7 и попадает в зону работы 3-его пневмоцилиндра. Шток пнемоцилиндра 3 перемещает заготовку до лотка 8, после чего она попадает в пневмотиски 9 фрезерного станка, где осуществляется её зажим.
В данном приспособлении перемещение заготовок по наклонным лоткам выполняется не за счет самостоятельного скольжения заготовок, а за счет принудительного перемещения заготовкок с помощью пневмоприводов, т.к. заготовки следуют одна за другой непрерывно.
Бункерные кассеты для укладки заготовок проектируются под конкретный тип деталей и имеют направляющие элементы для ориентирования заготовок в кассете. Размеры пневмоцилиндров (диаметр, длина), усилие на штоке, длина хода штока выбираются под конкретный вид заготовки с учетом её массы, материала, качества поверхностей скольжения по справочной литературе [6].
ПНЕВМАТИЧЕСКАЯ СХЕМА ПРИСПОСОБЛЕНИЯ ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК
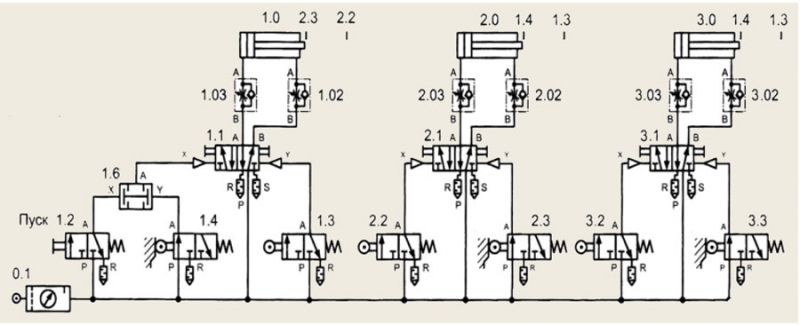
Пневматическая схема приспособления (рис. 6) состоит из 3-х пневмоцилиндров двустороннего действия 1.0; 2.0; 3.0 и элементов пневмоавтоматики, управляющих работой этих пневмоцилиндров. Для изменения подачи сжатого воздуха в левую или правую полости пневмоцилиндров (перемещение заготовки – возврат в исходное положение) использованы пневматические распределители с двусторонним пневматическим управлением - 1.1А; 2.1А; 3.1А [7] .
Пневматическое управление распределителей осуществляется с помощью конечных пневматических переключателей с роликовыми рычагами - 1.4; 1.3; 2.2; 2.3; 3.2; 3.3. При перемещении шток поршня наезжает своим упором на роликовый рычаг пневматического переключателя, который управляет работой соответствующего распределителя сжатого воздуха, заставляя перемещаться шток поршня в одну или другую сторону. Для регулирования плавности хода поршней в пневмосхеме предусмотрены дроссели, установленные в нагнетательных и выпускных пневмотрубопроводах - 1.03; 1.02; 2.03; 2.02; 3.03; 3.02. Дроссель (регулятор расхода) запирает или дросселирует поток и тем самым управляет расходом сжатого воздуха. Параллельно с дросселями включены обратные клапаны, ограничивающие расход воздуха в одном из направлений, а в противоположном направлении в это время расход будет максимальным.
Проверка работоспособности пневмосистемы приспособления выполнялась на «Стенде пневмоавтоматики для моделирования систем автоматического управления» (рис. 7), разработанном студентом Демчуком А.А. (гр. 06АТ0ТП-П) и изготовленном совместно с зав. мастерскими Николаевым А.П.
РАЗРАБОТКА ПРОГРАММЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРИСПОСОБЛЕНИЕМ
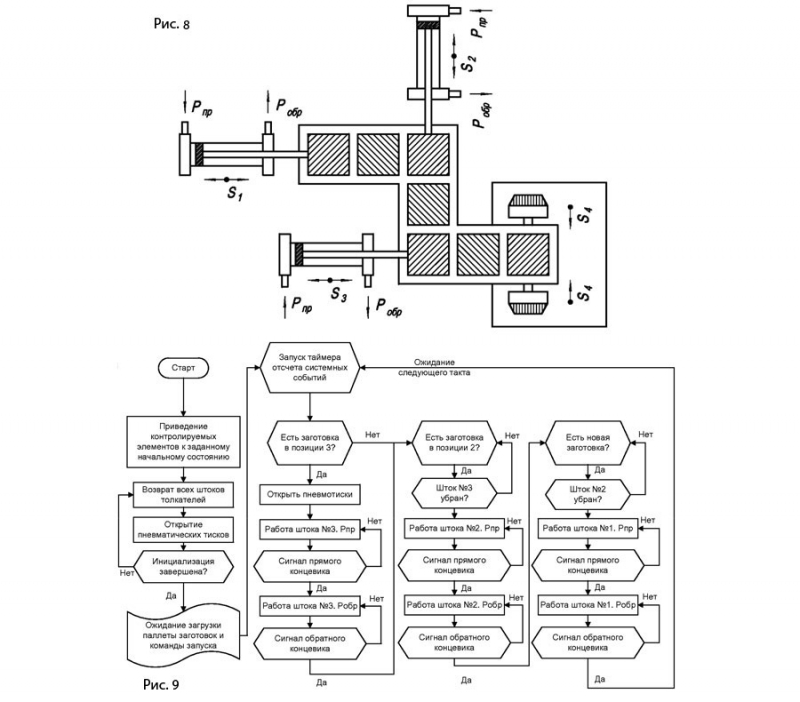
С целью наглядного представления работы технологического приспособления для автоматической загрузки фрезерного станка с ЧПУ была разработана специальная программа, визуально демонстрирующая последовательность движений рабочих органов станка, приспособления и заготовок в ходе изготовления деталей (рис. 8).
Программа для управления автоматизированной загрузкой разработана в SCADA-системе InTouch Wonderware [8]. Данная SCADA-система реализует интуитивно понятный интерфейс человека-оператора, благодаря которому обеспечивается доступ к управлению, как отдельными пневмоцилиндрами, так и согласованное управление системой в целом (Приложение 2). Алгоритм выполнения программы в SCADA-системе InTouch приведен на рис. 9.
Для анимации созданной программы используется специализированный модуль InTouch Windows Viewer. В начальный момент времени производится инициализация переменных состояния системы. В рассматриваемом случае ими являются положения поршней пневмоцилиндров, губок пневматического зажима и положение заготовки. В случае, если какой-либо элемент находится в промежуточном положении, подается сигнал на систему управления пневмоцилиндрами для обратных клапанов и штоки вдвигаются, освобождая пространство для перемещения заготовок.
Алгоритм основной циклограммы процесса запускается по системному таймеру с периодом 100 мс. При этом опрашивается наличие заготовки на каждой позиции. Управление начинается с позиции №3. Это позволяет гарантированно освободить место для следующей детали. Если свободного места нет, управление далее не передается – автомат «замирает» на данной позиции, а на цилиндр подается управления на продвижение детали (Pпр). После продвижения детали шток убирается и цикл повторяется для позиций №2 и №1.
Для предотвращения бесконечного ожидания освобождения детали в случае, если концевой выключатель на каком-либо цилиндре не срабатывает, при переходе на каждый этап перезапускается счетчик WatchDog-таймера. Данный таймер срабатывает, если за отведенное время не произошло ожидаемое событие. Например, если за время, более 2 секунд не сработал концевой выключатель при выдвижении какого-либо штока, это может означать либо его поломку, либо неисправность пневмоцилиндра. В любом случае дальнейшая работа системы невозможна и требуется ремонт. Такое состояние отражается в программе интерфейса оператора как авария (Alarm) и записывается в журнал аварийных событий.
Помимо автоматического управления у оператора имеется возможность ручного управления отдельными штоками. Этот режим необходим на этапе подготовки работы системы для определения оптимального времени срабатывания клапанов, скорости выдвижения штоков.
Помимо задач непосредственного управления и контроля состояния процесса загрузки, программа накапливает статистику безотказной работы пневмоцилинтров, оценивает среднее время срабатывания каждого пневмоцилинтра. На основании статистических данных результатов работы можно оптимизировать отдельные стадии по времени. Так, например, если цилиндр №2 имеет максимальное время выполнения операции 1,5с, то для него целесообразно сократить время ожидания завершения цикла. Для этого каждый цилиндр описывается в программе структурой данных, одним из полей которой является время его срабатывания в прямом и обратном направлении.
Таким образом, разработанная программа управления является универсальным наглядным инструментом настройки и исследования работы пневматической системы автоматической загрузки фрезерного станка с ЧПУ. Широкие возможности SCADA-системы InTouch Wonderware позволяют применять разработанные алгоритмы управления пневмоцилиндрами не только в рассмотренном примере, но и в любой аналогичной системе. При этом для адаптации к конкретному случаю требуется незначительная доработка графического интерфейса оператора и исправления программных модулей, если требуется другая логика срабатывания пневмоцилиндров.
ВЫВОДЫ ПО КОНСТРУКТОРСКОЙ РАБОТЕ
1. Проведен анализ существующих магазинных загрузочных устройств для металлорежущих станков; показаны области применения, преимущества и недостатки каждого типа.
2. Выполнена конструкторско-технологическая проработка общего вида технологического приспособления для автоматической загрузки заготовок на фрезерный станок с ЧПУ, управляемого программно.
3. Разработана пневматическая схема технологического приспособления для автоматической загрузки заготовок, выполнена проверка работоспособности пневмосистемы на «Стенде пневмоавтоматики для моделирования систем автоматического управления».
4. Разработана программа автоматического управления технологическим приспособлением для автоматической загрузки фрезерного станка с ЧПУ в SCADA-системе InTouch Wonderware, демонстрирующая визуально последовательность движений рабочих органов станка, приспособления и заготовок в ходе изготовления деталей.
***
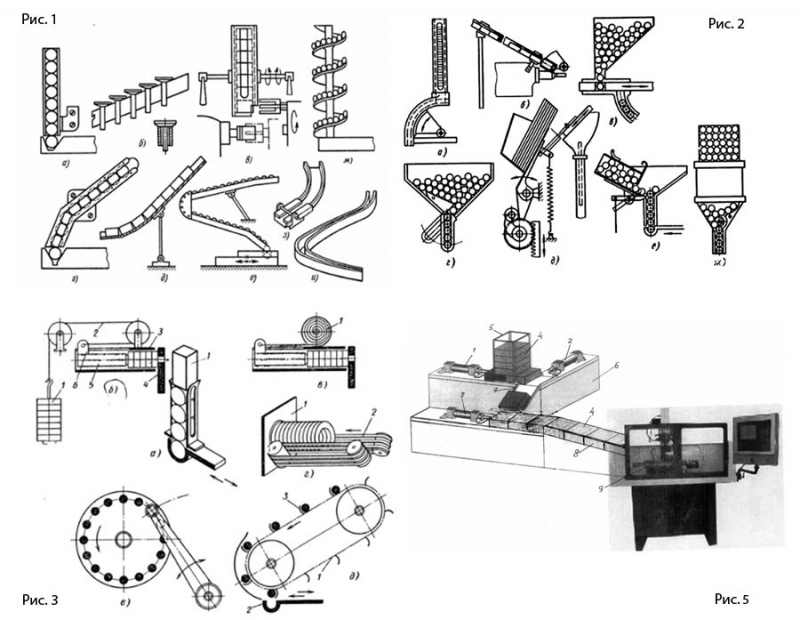
Рис. 1. Магазинные загрузочные устройства, в которых подача заготовок
осуществляется под действием силы тяжести: а, б, в – прямолинейные;
г, д, е - изогнутые; ж, з, и – спиральные.
Рис. 2. Магазинные загрузочные устрой¬ства, в которых подача заготовок
осуществляется под действием силы тяжести: а, б - трубчатый; в, г - бункер¬ный; д - с качающимся бункером; е, ж - бункерно-кассетный.
Рис. 3. Магазинные загрузочные устройства с принудительной подачей
заготовок с помощью: а, б – груза; в – пружины; г – силы трения; д – подвижной цепи.
Рис. 4. Общий вид (а) и габаритные размеры (б) фрезерного станка
мод. CC-F1210E с системой ЧПУ KOSY2.
Рис. 5. Общий вид приспособления для автоматической загрузки фрезерного станка с ЧПУ: 1, 2, 3 – пневмоцилиндры; 4 - заготовки; 5 - бункерная кассета; 6 – основание приспособления; 7, 8 – лотки; 9 - пневмотиски фрезерного станка c ЧПУ.
Рис. 6. Пневматическая схема управления технологическим приспособлением для автоматической загрузки фрезерного станка с ЧПУ.
Рис. 7. Стенд пневмоавтоматики для моделирования систем автоматического управления.
Рис. 8. Схема работы пневматического приспособления для автоматической загрузки фрезерного станка с ЧПУ.
Рис. 9. Алгоритм выполнения программы управления в среде InTouch Wonderware.
Портал журнала «Наука и жизнь» использует файлы cookie и рекомендательные технологии.
Продолжая пользоваться порталом, вы соглашаетесь с хранением и использованием
порталом и партнёрскими сайтами файлов cookie и рекомендательных технологий на вашем устройстве.
Подробнее