Наставник: Соловьев Олег Вениаминович, доцент, к.т.н.
Ученики: Мухин Егор Михайлович, Кошман Павел Витальевич
Город: г. Москва
Название колледжа: ГОУ СПО Колледж автоматизации и радиоэлектроники №27 им.П.М. Вострухина Г. Москва
Название изобретения или изделия: Пружины для штампов (бизнес проект)
Актуальность предложенной работы обусловлена необычайно возросшей потребностью Российского рынка в пружинах для штампов, в связи с появлением большого количества зарубежных автопроизводителей (около 15 предприятий).
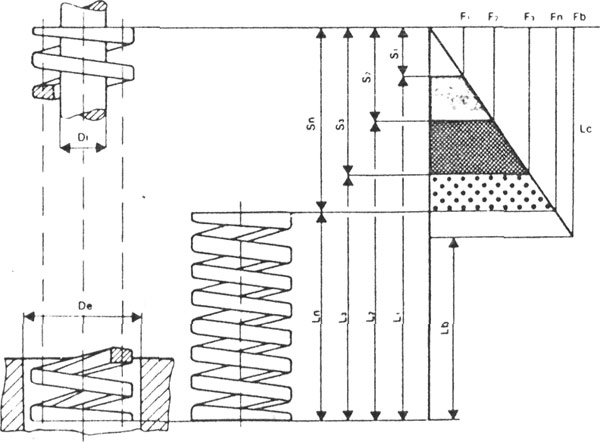
Пружины для штампов отличаются от винтовых пружин сжатия прямоугольным или овальным сечением витка. Такая форма позволяет достигать большего осевого перемещения вдоль оси пружины и существенно уменьшать габариты штампов.
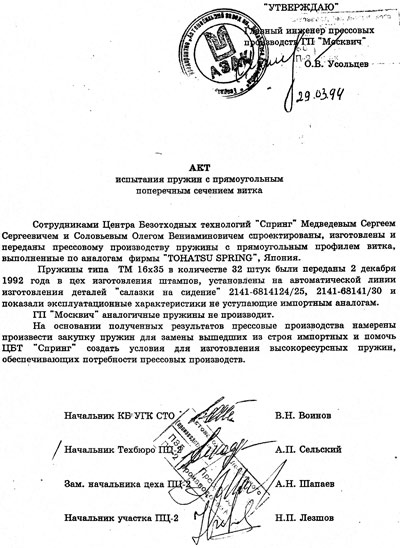
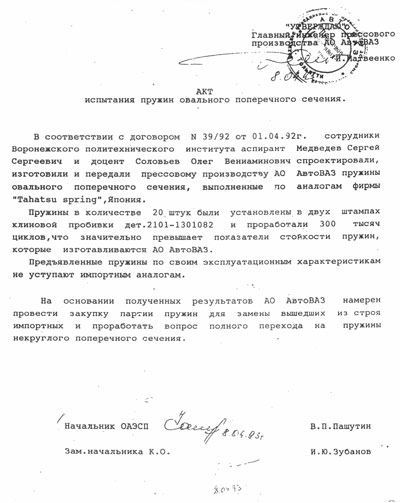
Пока лишь зарубежные производители наполняют отечественный рынок пружин, а между тем и отечественные технологии вполне конкурентоспособны по качественным и экономическим показателям. Кроме приведенных актов проверка пружин осуществлялась в испытательных лабораториях фирмы Фольксваген и ряде предприятий Кореи, на предприятиях электронной промышленности.
В связи с техногенными трудностями японских производителей актуальность возрождения технологии и поставок продукции на предприятия автомобильного профиля возрастает.
Упругими элементами (пружинами) называют гибкие детали, основным рабочим свойством которых является способность существенно деформироваться под нагрузкой и аккумулировать энергию. Как правило, эти деформации упругие, и после снятия нагрузки элемент восстанавливает свои размеры, превращая накопленную энергию в работу внутренних сил. Геометрическая форма пружин разнообразна и зависит от назначения и условий ее применения.
Пружины имеют в технике особенно широкое распространение. По внешнему виду они очень разнообразны» однако наиболее часто встречаются цилиндрические винтовые пружины. Их можно классифицировать по виду воспринимаемой ими нагрузки и по форме, причем классификации по первому и второму признакам тесно между собой связаны.
По виду нагружения различают пружины растяжения, пружины сжатия, пружины кручения. Вид и величина нагрузки определяют конструкцию пружины и способ ее крепления.
По форме различают цилиндрические пружины с открытой навивкой (когда между витками имеются просветы, как, например, у пружин сжатия); цилиндрические пружины с закрытой навивкой (когда витки плотно прижаты друг к другу, как у пружин растяжения); конические пружины с постоянным шагом (угол подъема переменный, в плане ось пружины располагается по архимедовой спирали); конические пружины с постоянным углом подъема (шаг переменный, в плане ось пружины располагается по логарифмической спирали); конические пружины параболоидного типа (угол подъема постоянный, В плане ось пружины располагается по архимедовой спирали); конические пружины фасонного типа (матрацные, бочкообразные и другие).
Пружины всех указанных видов могут быть изготовлены из проволоки круглого, квадратного и прямоугольного поперечного сечения.
В последнее время появилось много исследований по опти¬мальным конструкциям винтовых пружин. Особое внимание в этих исследованиях уделено форме поперечного сечения витка. Известно, что за счет оптимизации формы можно достигнуть многократ-ного повышения стойкости, упругих свойств или уменьшения веса и габаритов пружин. Этого можно добиться различными вариантами термической и термомеханической обработки.
Наименее изученным направлением в настоящее время является создание технологии получения профиля витка пружины оптимальной формы.
В ряде работ советских и зарубежных исследователей предложены различные технологии производства пружин с некруглым поперечным сечением витка. В основном это работы, отнесенные к пружинам с витками прямоугольного профиля. Указанные способы предполагают на первой стадии получения формы профиля проволоки, а за тем изгиб проволоки некруглого сечения (навивка на оправку). При этом наружное слои витка с некруглым профилем деформируются сильнее, чем при навивке пружин из проволоки поперечного сечения. В литературе содержатся ссылки на то, что пружины с прямоугольным профилем витка, отношение среднего диаметра к параметру профиля, перпендикулярному продольной оси пружины, менее четырех, применять в практике вообще не рекомендуется ввиду перенапряжения внутренних волокон и искажения профиля, вследствие большой кривизны витков. Отмечается также трудность получения сечения, ориентированного меньшей из сторон параллельно продольной оси пружины, а при отношении сторон три и более изготовить пружину с помощью существующих технологий практически невозможно. Все это свидетельствует об отсутствии эффективных способов получения некруглого сечения витка пружины холодным деформированием.
Целью работы является создание и оценка предельных параметров технологий получения пружин с некруглым поперечным сечением витка методом холодного пластического деформирования и освоение технологических приемов работы.
В работе предложены два варианта получения пружин холодным деформированием. Для них механизм повышения стойкости и снижения веса заключается в сочетании термической к механической обработки. В первом приближении получается эффект повышения стойкости пружины более, чем в 30-50 раз или снижения веса в 3…4 раза по сравнению с пружинами, изготовленными из патентированной проволоки круглого сечения, прошедших термиче¬скую обработку согласно ГОСТ 9389-75.
Таким образом, для достижения поставленной цели необходим поиск новых способов формообразовния поперечного сечения витка, и разработка на их основе новых технологий; сочетание процессов термической и термомеханической обработки с процессами формообразования так, чтобы их комбинации давали наибольший эффект; стремление к максимальной простоте, экономичности и безотходности создаваемых технологий.
Нами освоена технология производства высокотехнологичных пружин прямоугольного и овального поперечного сечения, этапами которой является:
- изучение состояния вопроса (изучены основные способы навивки пружин включая подготовку материала, разрезка заготовок, калибровка по упругой характеристике и т.д.);
- знакомство с параметрами штампа и диаграммой работы пружин;
- расчет конструктивных и технологических параметров пружин по импортным каталогам и разработка каталогов пружин;
- выбор отечественных материалов для производства пружин для штампов и прогнозирование разрушения пружин при выборе материалов;
- выбор оборудования, технология, конструкция и особенности оснастки;
- особенности её проектирования и безопасной эксплуатации;
- термомеханическая обработка пружин (температуры нагрева и время выдержки, последовательность закалки и отпуска, среды, оборудование и инструменты, режимы заневоливания и т.д.);
- упрочнение поверхности и режимы выполнения операции;
- покраска, сушка, маркировка и упаковка изделий.
Нами изучены планы размещения оборудования и оснастки.
Намечен план маркетинга и сбыта продукции.
Ориентировочная оценка объема рынка пружин показывает, что финансовая составляющая может достигать, только на предприятиях автомобильной отрасли, около 500 миллионов рублей в год.
Такое производство требует финансовых, организационных и интеллектуальных
вложений.
Портал журнала «Наука и жизнь» использует файлы cookie и рекомендательные технологии.
Продолжая пользоваться порталом, вы соглашаетесь с хранением и использованием
порталом и партнёрскими сайтами файлов cookie и рекомендательных технологий на вашем устройстве.
Подробнее




")