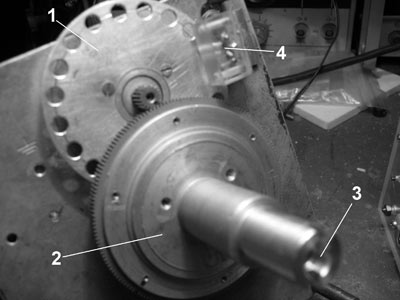
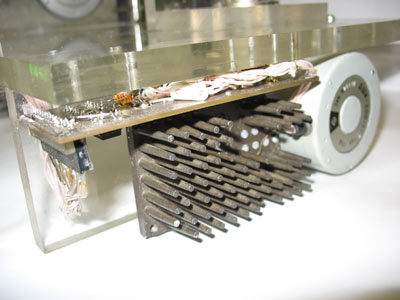
Редуктор и стробоскопический диск блока управления главным двигателем.
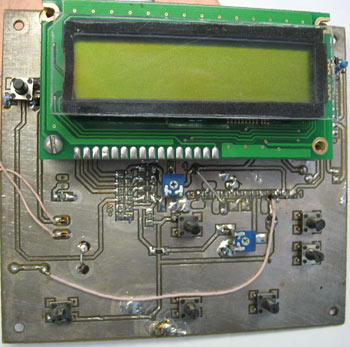
Дисплей станка.
Внешний вид панели управления станком.
Рис. 1.
Рис. 2.
Рис. 3.
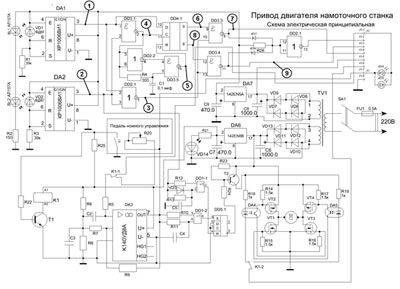
Привод двигателя намоточного станка (<a href="http://www.nkj.ru/upload/img/Novoe_pokolenie/11b.jpg" target="_blank">большая иллюстрация</a>).
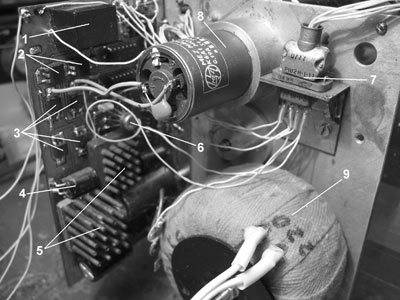
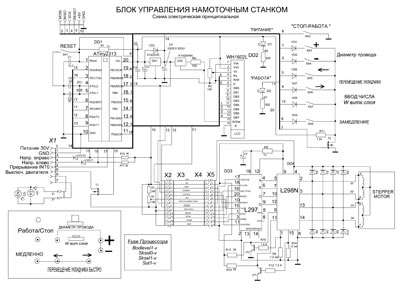
Блок управления намоточным станком (<a href="http://www.nkj.ru/upload/img/Novoe_pokolenie/12b.jpg" target="_blank">большая иллюстрация</a>).
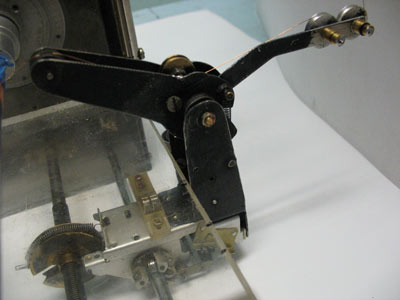
Укладчик провода.
Блок управления шаговым двигателем укладчика.
Оценить:
Рейтинг: 4.04
Наставник: Павин Герман Фёдорович
Ученик: Петин Денис Игоревич (16 лет)
Город (село): г. Омск
Название колледжа: Омский авиационный техникум имени Н.Е.Жуковского, г. Омск
Название изобретения или изделия: Намоточный станок (полуавтоматический намоточный станок для намотки одно- и многослойных катушек)
Введение
Намоточный станок предназначен для намотки различных типов цилиндрических катушек: однослойных и многослойных, однослойных рядовых с шагом и без.
При создании данной конструкции, на основании практического опыта и изучения литературы по теме вопроса, были определены требования к ней, а именно: двунаправленность счёта намотанных на изделие (катушку) и отмотанных на подающую катушку витков провода; стабилизация оборотов ведущего двигателя при изменении нагрузки; управление скоростью вращения ведущего двигателя с помощью напольной педали; остановка двигателя и управление им от процессора; формирование импульсов направления вращения вала.
Кроме того, была поставлена задача – добиться максимальной производительности, компактности, надёжности, а также простоты в управлении станком.
Возможности станка: намотка провода с шагом от 0,1 до 0,6 мм; возможность установки сменных узлов для крепления различных типов катушек; регулировка скорости вращения намоточного вала при помощи напольной педали; установка диаметра провода (шага намотки) кнопками на панели управления станка; подсчёт и отображение на дисплее количества намотанных витков; определение направления вращения вала; перемещение укладчика провода с помощью кнопок, расположенных на панели управления станка (при настройке станка) и автоматически в соответствии с диаметром провода и оборотами шпинделя станка.
Конструкция состоит из трёх основных блоков: блок управления двигателем привода шпинделя, блок управления шаговым двигателем для перемещения укладчика провода и управляющий блок, на базе микроконтроллера Atiny2313.
Полученные технические характеристики устройства:
• напряжение питания устройства 220 В;
• мощность двигателя максимальная 4,5 Вт (0,19 А 24 В);
• передаточное отношение от двигателя к валу шпинделя 1:10;
• диапазон регулирования оборотов двигателя от 80 до 4600 об/мин;
• диапазон частот опорного генератора схемы регулирования оборотов от 20 до 1150 Гц;
• процесс намотки должен осуществляться в полуавтоматическом режиме (пользователь устанавливает диаметр провода, требуемое число витков в слое и скорость вращения катушки);
• простота управления станком, точность позиционирования укладчика не хуже 0,005 мм;
• быстрое выключение станка при сбоях в намотке;
• реверсивный счетчик намотанных и отмотанных витков.
Описание принципа работы привода станка
Блок управления двигателем привода шпинделя станка состоит из следующих основных узлов: опорного генератора частоты для регулирования оборотов двигателя, блока формирования импульсов от оптоэлектронных датчиков, узла сравнения сигналов от первых двух блоков, мостового усилителя для управления двигателем привода шпинделя, блока питания устройства. Блок управления двигателем привода шпинделя выполняет следующие функции: питание двигателя станка импульсами с переменной длительностью для регулировки скорости вращения двигателя, формирование импульсов направления вращения и прерывания для процессора.
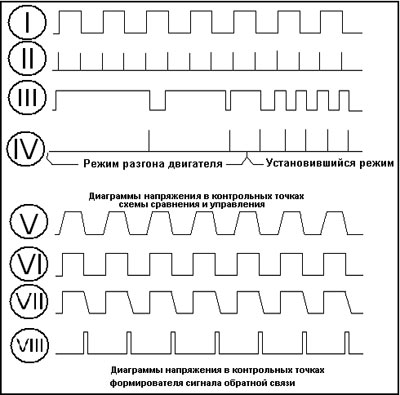
Опорный генератор собран на базе микросхеме К140УД8 (DA3). На выходе микросхемы формируется сигнал тактовой частоты прямоугольной формы (рис. 2 график I), определяющий число оборотов силового двигателя. Регулировку частоты генератора выполняет резистор R20, установленный в напольной педали. На микросхеме DD1.2 (К561ЛП2) формируется короткий импульс для управления схемой сравнения. Единичный уровень на её выходе (рис. 2 график II) появляется при разнице уровней на входах. Для формирования короткого импульса на выходе микросхемы DD1.2 используется интегрирующая цепочка, подключаемая к одному из ее входов. При возрастании или спаде напряжения на выходе тактового генератора через резистор R9 происходит заряд или разряд конденсатора С4, в результате этого на выходе интегрирующей цепочки происходит задержка нарастания или спада напряжения, а на выходе микросхемы DD1.2 формируются импульсы малой длительности, синхронные с передними и задними фронтами сигнала с тактового генератора. На микросхеме DD1.1, в отличие от микросхемы DD1.2, ввиду присутствия диода VD3 импульсы формируются по спаду (рис. 2 график IV).
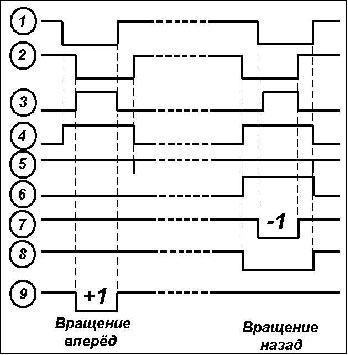
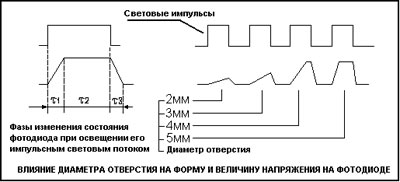
Блок формирователя импульсов обратной связи состоит из датчика, выполненного на ИК диодах. Световой поток между ними прерывается диском с отверстиями, в результате чего на фотодиоде формируются колоколообразные импульсы (рис. 2 график V), поступающие на вход усилителя-формирователя на микросхеме КР1006ВИ1, включенной по схеме триггера Шмидта. На его выходе формируются прямоугольные импульсы (рис. 2 график VI), по спаду каждого, из которых формирователь на DD1.2 формирует короткие импульсы для схемы сравнения (рис. 2 график VII). Предположим, что ИК излучение сначала попадает на фотодиод VD1. На выходе триггера Шмидта DA1, а значит, и на входе D триггера установится низкий уровень (рис. 1 график 1). Это состояние триггера будет зафиксировано плюсовым перепадом с выхода элемента DD3.1 (рис. 1 график 4), причем это произойдет после короткого промежутка времени, равного задержке распространения сигнала в элементе DD3.1. При дальнейшем вращении диска наступает момент, когда "освещенными" окажутся оба фотодиода. Высокий уровень с выхода элемента DD2.1 (рис. 1 график 3) стробирует элементы DD3.3, DD3.4.
Узлом сравнения является микросхема DD5.1. Сравнивая две частоты, подаваемые на «R», «S» входы от опорного генератора и от усилителя сигнала оптоэлектронного датчика, триггер на выходе выдаёт разницу этих частот. В установившемся режиме на её выходе образуются импульсы с длительностью пропорциональной разности фаз задающего генератора и сигнала обратной связи, которые управляют мостовым усилителем привода двигателя. Импульсы, поступающие на “S” вход, переключают триггер в нулевое состояние по выводу 2 и включают мостовой усилитель мощности, который при одном положении реле вращает двигатель влево, а при другом – вправо.
Мостовой усилитель управления двигателем включается только при появлении на входе оптронов DA4 и DA5 импульсов (рис. 2 график III), поступающих со схемы сравнения частот через усилительный транзистор Т2. Полевые транзисторы VT1…4 открываются диагонально. Транзисторами VT1, VT4 управляет оптрон DA5, а транзисторами VT2, VT3 управляет оптрон DA4, что сделано для того, чтобы двигатель мог вращаться как в одну сторону, так и в другую.
Питание станка осуществляется с помощью блока питания, который состоит из трансформатора с двумя вторичными обмотками (~28V- питание двигателя и ~19V- питание схемы), диодных мостов и стабилизаторов напряжения, выполненных на микросхемах К142ЕН8Б (DA6) и К142ЕН5А (DA7).
Расчет диапазона частот тактового генератора
По числу импульсов с датчика обратной связи произведен расчет необходимого диапазона частот с эталонного генератора (см. таблицу).
Частоту тактового генератора следует сделать меньше в два раза, чем частота от датчика обратной связи, так как в реальной конструкции импульсы запуска на схему сравнения формируются два раза за период.
Для автоматизации процесса укладки провода в конструкции было применено микроконтроллерное управление, основным блоком которого является микроконтроллер ATiny2313. В состав периферийных устройств, управляемых микроконтроллером входит привод укладчика, отвечающий за перемещение укладчика; двухстрочный дисплей с шестнадцатью знаками на каждой строке; клавиатура при помощи, которой оператор может управлять станком.
Привод укладчика представляет собой шаговый двигатель с механизмом перемещения и предназначен для принудительной укладки провода на катушку по командам процессора с точностью 0,005 мм. Шаг перемещения укладчика задается процессором в зависимости от диаметра провода.
Шаговый двигатель управляется с процессора посредством микросхем L298N и L297. Эти микросхемы значительно разгружают процессор, так как от него требуется только тактовая частота и статический сигнал, управляющий изменением направления вращения шпинделя станка. Микросхема L297 реализует широтно-импульсную модуляцию и стабилизацию тока в обмотках шагового двигателя. Микросхема L298N – мостовой драйвер, которая в выше упомянутой связке осуществляет силовое управление шаговым двигателем.
Клавиатура предназначена для управления процессором и через него всем устройством. Кнопками можно регулировать различные функции намоточного станка, например, изменять число витков в слое, по которому происходит изменение направления перемещения укладчик; перемещать укладчик для точной установки его позиции (при нажатии кнопки «Выбор» клавиши «←» и «→» заставляют перемещаться укладчик влево или вправо, что отражается на дисплее в виде знаков”<” или ”>”). При нажатых кнопках «←» или «→» кнопка «Выбор» замедляет перемещение укладчика. Кнопки «+» и «-» изменяют диаметр провода (шаг намотки). Сочетания клавиш «Выбор» и «+» или «Выбор» и «-» дают команду увеличивать или уменьшать число витков в слое. Наличие установленного числа витков в слое автоматически включается процесс попеременного изменения направления укладчика. Кнопка «Стоп/Работа» включает или выключает привод шпинделя.
Дисплей станка обеспечивает вывод информации в две строки по 16 символов в каждой. На него выводится общее число намотанных витков, диаметр провода, число витков в слое, направление перемещения укладчика. Диаметр провода устанавливается при настройке станка, и влияет на шаг намотки. Число витков в слое означает, сколько витков укладчик уложит в каждом слое. При его установке автоматически активируется режим изменения направления укладчика после намотки нужного числа витков в слое.
Станок имеет счетчик числа намотанных витков полной емкостью 9999 витков. Счетчик числа витков реверсивный, т. е. позволяет отсчитывать как намотанные, так и отмотанные витки.
Разработка программы для микропроцессора ATiny2313
Среда разработки
Среда, в которой разрабатывалось программное обеспечение станка – это пакет Algorithm Builder. Данная среда обеспечивает полный цикл разработки, начиная от ввода алгоритма, включая отладку, и заканчивая внутрисхемным программированием кристалла. Также есть возможность разрабатывать как на уровне ассемблера, так и на макро-уровне, при котором возможна работа со знакопеременными величинами произвольной длины. Это приближает возможности программирования к языку высокого уровня.
Графические технологии создания программы раскрывают новые возможности для программистов. Они позволяют вводить программы на плоскости в виде алгоритма с древовидной структурой. В результате вся логическая структура программы становится полностью наглядной.Основным предназначением таких технологий является максимальное приведение интерфейса разработки к природе человеческого восприятия. Освоение такой среды намного проще, чем освоение классического ассемблера. Более удобный интерфейс раскрывает новые возможности для разработки. По оценке пользователей, время создания программного обеспечения сокращаются в 3-5 раз по сравнению с классическим ассемблером.
Программа управления станком обеспечивает анализ и управление агрегатами станка. В частности, обеспечивает вывод информации на дисплей; управление приводом укладчика провода; подсчет намотанных и отмотанных витков; управление станком с помощью клавиатуры.
Управление приводом укладчика заключается в позиционировании укладчика с точностью 0,005 мм. Такая точность достигается тем, что вал укладчика за 1 оборот перемещает укладчик на 1мм, а шаговый двигатель делает 200 шагов на 1 оборот, отсюда минимальная длина перемещения укладчика составит: 1 мм / 200 шагов = 0.005 мм.
Инициализация программы
В главном теле программы (см. приложение), при включении процессора, происходит начальная установка параметров: инициализация дисплея; настройка портов; опрос клавиатуры; начальная установка диаметра провода (по умолчанию диаметр 0,50 мм); начальная установка направления укладчика (по умолчанию направление перемещения укладчика – вправо); обнуление рабочих регистров; разрешение прерывания External_0 (///) и Timer_1_Overflow (////).
В процессе инициализации дисплея на индикаторе обозначаются места для показаний счетчика витков, направление укладчика и диаметра провода. Настройка портов заключается в том, чтобы сконфигурировать выводы процессора как вход или выход (в зависимости от использования их в схеме устройства). В процессе инициализации программы устанавливается внешнее прерывание по выводу INT0 передним фронтом сигнала и прерывание по переполнению таймера 1.
Подпрограмма Button (анализ состояния кнопок управления)
Управление станком производится при помощи кнопок клавиатуры, сигнал которых обрабатываются в подпрограмме Button.
В обработке сигнала кнопок «+» и «-» используется регистр Diametr, в котором хранится значение диаметра провода, численное равный ста (100) реальным диаметрам. При нажатии кнопки «+» регистр Diametr пополняется на единицу (если регистр Diametr не равен предельному значению 50), а при нажатии кнопки «-» данный регистр уменьшается на единицу (если регистр Diametr не равен минимальному значению 0). После изменения диаметра, на дисплее обновляются показания диаметра провода.
При нажатии кнопки «Выбор» запускается подпрограмма Witki_Sloy, в которой в режиме «Стоп» обновляется дисплей. В сочетании кнопки «Выбор» с кнопкой «←» или «→» в подпрограмме Karetka регистр Reg_G.6 (направление укладчика) изменяется, что отражается в изменении направления перемещения укладчика в сторону стрелки, и изменении указателя направления перемещения укладчика провода на дисплее. В сочетании кнопки «Выбор» с кнопкой «+» или «-» регистр N_Sloy_P (число витков в слое) увеличивается или уменьшается. Регистр N_Sloy_P позволяет хранить в себе значения от 0 до 1000. При изменении числа витков в слое, на дисплее обновляются показания.
При нажатии кнопок «←» или «→» запускается подпрограмма Gen_Step, где устанавливается направление перемещения укладчика в сторону стрелки и генерируется частота для шагового двигателя. В сочетании «←» или «→» с кнопкой «Выбор» генерируемая частота уменьшается, что приводит к меньшей скорости перемещения укладчика. Частота формируется попеременной подачей нуля и единицы на выход контроллера, управляющий входом тактовой частоты контролера шагового двигателя. Между подачей нуля и единицы должна быть задержка, которая формирует длительность импульса тактовой частоты, а период определяется задержкой после прохождения импульса на вход контролера шагового двигателя. Длительность импульса равна 1,5 мсек., а пауза между ними 1890 мсек и при нажатии кнопки «Выбор» после нажатия кнопок «→» или «→» увеличивают эту задержку в 10 раз, что замедляет скорость перемещения укладчика провода для точной установки его позиции.
Прерывание External_0
При возникновении прерывания, процессор переходит в подпрограмму External_0, в которой определяется направление вращения шпинделя станка; производится подсчет числа прерываний; определяется число витков в слое и общее число намотанных витков (200 прерываний – 1 оборот шпинделя); вывод на дисплей намотанных витков; вычисление ошибки между истинным положением укладчика и реально необходимым; диаметра провода.
Определение направления вращения шпинделя и числа витков производится в подпрограмме Inc_Reg1 (при увеличении числа витков) или Dec_Reg1 (при уменьшении числа витков). В подсчете общего числа витков используется регистр Reg2, в котором хранится число намотанных витков. При увеличении общего числа витков регистр Reg2 пополняется на единицу (если регистр Reg2 не равен максимальному значению 9999 витков), а при уменьшении общего числа витков регистр Reg2 уменьшается на единицу (если регистр Reg2 не равен минимальному значению 0). После изменения регистра Reg2 на дисплее обновляются показания.
Управление шаговым двигателем
Укладчик провода управляется как в ручном, так и автоматическом режиме. В ручном режиме задается направление перемещения укладчика провода кнопками с панели управления. Подпрограмма Gen_Step генерирует максимально возможную частоту для данного шагового двигателя, для максимально быстрого перемещения укладчика провода. В автоматическом режиме возможно возвратно-поступательное перемещения укладчика провода, при намотке многослойных катушек или ручное изменение направления укладки. При возвратно-поступательном перемещении укладчика провода, при намотке многослойных катушек используется регистр N_Sloy, в котором содержится число витков в слое, которое при намотке периодически уменьшается до нуля. При обнулении регистра N_Sloy изменяется направление укладки. На перемещение укладчика влияет диаметр провода (т.к. установленный диаметр провода определяет шаг намотки) и скорость вращения вала шпинделя. Увеличение диаметра провода и скорости вращения вала шпинделя приводит к увеличению скорости перемещения укладчика. Вычислением шага намотки занимается подпрограмма Gen_step_Out, работающая по формуле:
0,005мм*200*100=100,
где 0,005 мм – минимальный шаг намотки;
200 – максимальное число шагов шагового двигателя;
100 – число представляет в программе диаметр провода 1 мм.
В результате, мы получаем число 100, с которым сравниваем сумму диаметра провода и остатка, который аккумулируется в регистре Diametr_0. Если Diametr_0 больше 100, то это означает, что шаговый двигатель должен сделать один шаг, скомпенсировав отставание укладчика от нужного положения. Описанная подпрограмма, вызывается из подпрограммы прерывания External_0, которое должно быть коротким по времени. Подпрограмма Step_Mot генерирует частоту сигналов для шагового двигателя, что занимает много времени процессора и, следуя из этого, не может вызываться из прерывания, а вызывается из главного тела программы, максимально используя свободное время процессора. При меньшем диаметре провода уменьшается число шагов шагового двигателя в единицу времени, что позволяет увеличить скорость вращения шпинделя. Таким образом, число оборотов шпинделя в единицу времени уменьшается при увеличении диаметра провода. Регулировка оборотов двигателя шпинделя производится в подпрограмме Step_Mot, где происходит включение/выключение главного двигателя станка.
Анализ проделанной работы
Оценивая проделанную работу, можно сказать, что конструкция в целом удовлетворяет требованиям, предъявляемым к ней и определенным в начале конструирования. Характеристика привода, как и предполагалось, получилась достаточно жесткой. Двигатель сохраняет установленные регулятором обороты в достаточно большом диапазоне нагрузок, причем при любых оборотах, вплоть до самых малых. Объясняется это тем, что энергия, поступающая на двигатель, пропорциональна величине нагрузки и не зависит от числа оборотов двигателя. Решение о применении оптоэлектронной пары оправдалось полностью, т.к. удалось получить надежное регулирование вплоть до самых малых оборотов двигателя.
К недостаткам данной конструкции можно отнести применение реле К1. Так как ток, проходящий по управляемым контактам реле, мал, то было допустимо использование транзисторов в цепях управления; также можно было использовать импульсный блок питания, но в целях экономии времени, при сборке станка, было решено установить трансформатор.
Приложение
КОНСТРУКЦИЯ БЛОКА УПРАВЛЕНИЯ ГЛАВНЫМ ДВИГАТЕЛЕМ
1 – РЕЛЕ УПРАВЛЕНИЯ ДВИГАТЕЛЕМ (Обозначение на схеме К1).
2 – ОПТРОНЫ (Обозначение на схеме DA4, DA5).
3 – ПОЛЕВЫЕ ТРАНЗИСТОРЫ МОСТОВОГО УСИЛИТЕЛЯ ДВИГАТЕЛЯ (Обозначение на схеме VT1…VT4).
4 – КОНДЕНСАТОР ФИЛЬТРА (Обозначение на схеме С6).
Портал журнала «Наука и жизнь» использует файлы cookie и рекомендательные технологии.
Продолжая пользоваться порталом, вы соглашаетесь с хранением и использованием
порталом и партнёрскими сайтами файлов cookie и рекомендательных технологий на вашем устройстве.
Подробнее





")